Pipeline Lamination Defect

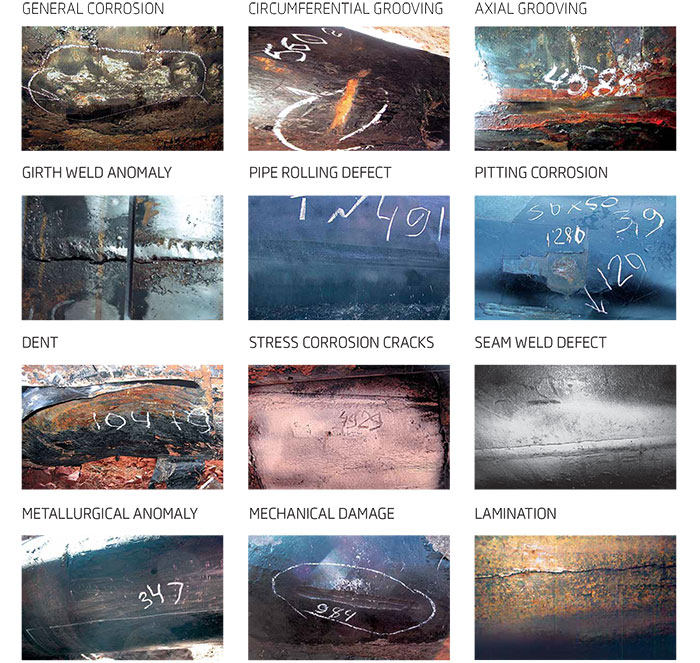
Rosen 15 Types Of Pipeline Cracks Inspection Solutions

What Is Common Defects For Api 5l Welded And Seamless Steel Pipes

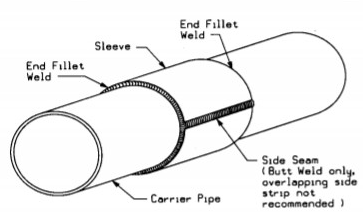
Schematic Illustration Of Sleeve Repair Welding Of A Defective Pipe Download Scientific Diagram

3d Model Of A Pipeline With A Corrosion Defect Download Scientific Diagram
Mechanical Resistance Of Stepped Lamination Defects In A Welded Section Of Oil And Gas Pipeline A Finite Element Analysis Springerlink
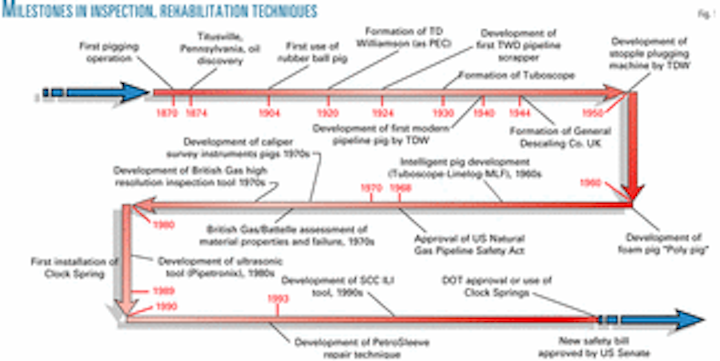
Pipeline Rehab Responding To Regulatory Pressures Technological Advances Oil Gas Journal
A pressurized pipeline experiences so called hoop stress which creates an environment for axial cracking.
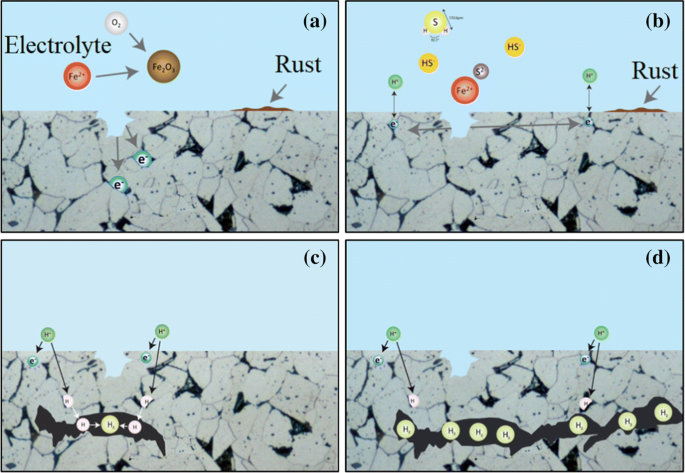
Pipeline lamination defect.

Pipeline Inspection 1 Line Tests Confirm Ili Tool For Scc Detection In Gas Lines Oil Gas Journal
Full Encirclement Steel Sleeve Manufacturers Suppliers Reli Sleeve

T D Williamson Pipeline Integrity Inspection

Keywords Stacking Machine Pcb Manufacturing Defects Stacking Machine Head Testing Summary Pcb Manufacturing Ma Green Sheets Manufacturing Multi Layering
Https Www Pipeline Conference Com Sites Default Files Papers Hartmann Pdf

Of High Risk Pipeline

Load Scheme In A Pipeline With Stepping Lamination Download Scientific Diagram

Six Steps To Keeping Six Sigma Project Pipeline Full Lean Six Sigma Lean Sigma Change Management

Pdf A Review On Pipeline Corrosion In Line Inspection Ili And Corrosion Growth Rate Models

Pdf Predictive Maintenance Of Pipelines Based On Express Assessment Of Defects Danger Level Semantic Scholar

Sensors Free Full Text A Real Time Non Contact Method For In Line Inspection Of Oil And Gas Pipelines Using Optical Sensor Array Html

Grp Piping Failures Pipeline Technology Journal

Ultrasonic Testing Ut

Pipeline Laying Proceedure Welding Pipe Fluid Conveyance

Pdf Assessment On Lamination Defect Near The Inner Surface Based On Quasi Symmetric Circumferential Lamb Waves

Pdf Thermography Model For Detecting The Scale Thickness In Water Pipes

Pdf New Pig For Gas Pipeline Crack Inspections Enhancements Derived From 5 Years Operational Experience Semantic Scholar

Lamination An Overview Sciencedirect Topics
1

Pdf Failure Pressure Estimations For Pipes With Combined Corrosion Defects On The External Surface A Comparative Study

Pdf Effectiveness Of Using Fibre Reinforced Polymer Composites For Underwater Steel Pipeline Repairs
Https Www Slc Ca Gov Wp Content Uploads 2018 08 Pf2014 Ogtopics Hydrogen Pdf
Https Www Nov Com Media Nov Files Products Wbt Tuboscope Line Pipe Inspection Services Line Pipe Services Brochure Pdf
Dsc Global Pipeline Inspection Goc
Source : pinterest.com
