Pdf Laser Beam Welding
Laser Beam Welding Equipment Principle Working With Advantages And Disadvantages The Welding Master
Laser Beam Welding Working Equipments Applications Pdf
Https Www Aast Edu Pheed Staffadminview Pdf Retreive Php Url 67 31085 Im513e 2017 1 3 1 Lec 3 Laser Beam Welding Pdf Stafftype Staffcourses

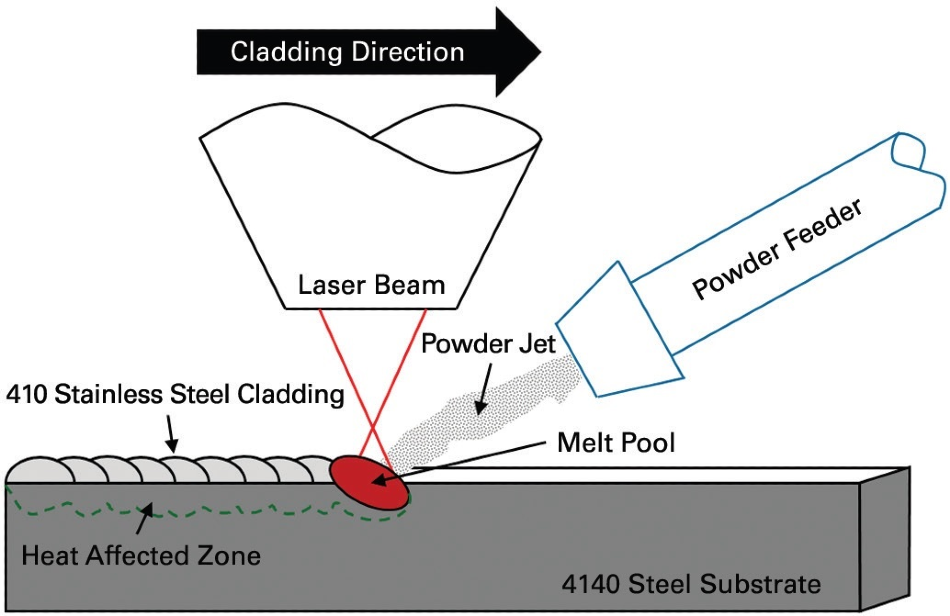
Schematic Of Laser Beam Welding Process Download Scientific Diagram

Laser Beam Welding Full Seminar Report Abstract And Presentation Download
Pdf Improving Laser Beam Welding Efficiency
116 00 this document presents recommended practices for laser beam welding cutting and allied processes.
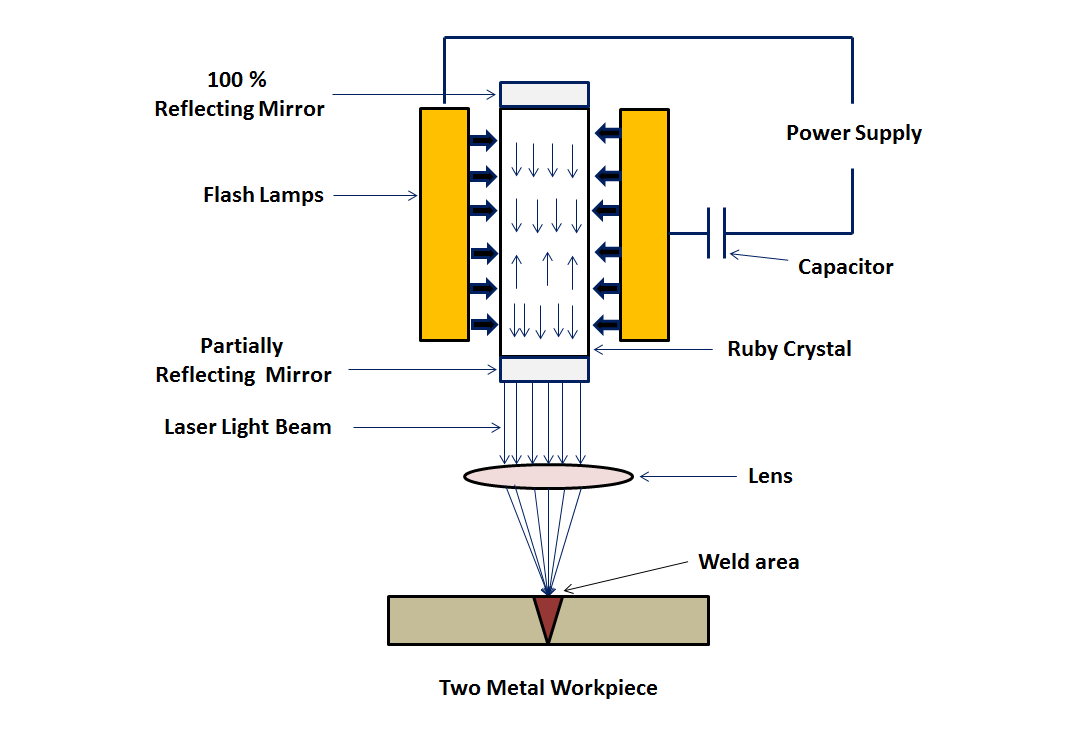
Pdf laser beam welding.

Laser Beam Welding Of Metallic Materials Brochure Fraunhofer Ilt


Laser Beam Machining Principles And Applications
Pdf Effect Of Laser Beam Welding Parameters On Microstructure And Properties Of Duplex Stainless Steel

Pdf Laser Welding Of Dental Alloys A Systematic Overview

Pdf Laser Beam Welding Of Brass

Project Underway To Laser Weld Steel To Aluminium For Ship Building
Pdf Laser Beam Welding Of Aa5052 Aa5083 And Aa6061 Aluminum Alloys

Process Studies On Copper Laser Beam Welding Over Gap By Using Disc Laser At Green Wavelength Sciencedirect

Laser Beam Power An Overview Sciencedirect Topics

A Study On Laser Beam Oscillating Welding Characteristics For The 5083 Aluminum Alloy Morphology Microstructure And Mechanical Properties Sciencedirect
A Review On Laser Beam Welding Of Titanium Alloys Request Pdf

Pdf A Review On Laser Beam Welding Of Copper Alloys

Laser Welding Lbw Principles Advantages Weld Guru

Pdf Electron Beam Welding Techniques And Trends Review

Pdf Wobbling Laser Beam Welding Of Copper Semantic Scholar
Welding Miniature Devices

Pdf Laser Welding
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqv3mhov Z Q7uu8405s9f48ovsyljm0wsgpivqp Qpeqzde3de Usqp Cau
Ensuring Laser Based Weld Quality With Nanoindentation

Prospects Of Laser Beam Welding And Friction Stir Welding Processes For Aluminum Airframe Structural Applications Sciencedirect

Fatigue Behaviour Of A Laser Beam Welded Cocrfenimn Type High Entropy Alloy Sciencedirect
Influence Of The Surface Properties Of The Connector Material On The Reliable And Reproducible Contacting Of Battery Cells With A Laser Beam Welding Process Springerlink

Pdf Comparison Of Laser Welding Methods In Position Welding Of Edge Joint Of Austenitic Stainless Steel
Source : pinterest.com
